
Page 223 - Praxair Productivity Catalog
P. 223
Stargon Welding Gases
Performance Characteristics
Praxair’s Stargon VS
™
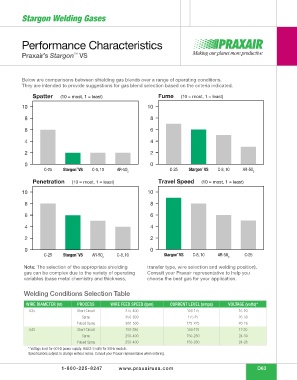
Below are comparisons between shielding gas blends over a range of operating conditions.
They are intended to provide suggestions for gas blend selection based on the criteria indicated.
Spatter (10 = most, 1 = least) Fume (10 = most, 1 = least)
10 10
8 8
6 6
4 4
2 2
0 0
C-25 Stargon VS C-8, 10 AR-5O C-25 Stargon VS C-8, 10 AR-5O
™
™
2 2
Penetration (10 = most, 1 = least) Travel Speed (10 = most, 1 = least)
10 10
8 8
6 6
4 4
2 2
0 0
C-25 Stargon VS AR-5O C-8, 10 Stargon VS C-8, 10 AR-5O C-25
™
™
2 2
Note: The selection of the appropriate shielding transfer type, wire selection and welding position).
gas can be complex due to the variety of operating Consult your Praxair representative to help you
variables (base metal chemistry and thickness, choose the best gas for your application.
Welding Conditions Selection Table
WIRE DIAMETER (in) PROCESS WIRE FEED SPEED (ipm) CURRENT LEVEL (amps) VOLTAGE (volts)*
.035 Short Circuit 275-400 100-175 16-20
Spray 350-600 175.25 26-30
Pulsed Spray 300-500 125-225 20-26
.045 Short Circuit 150-280 100-175 17-20
Spray 250-400 150-280 24-30
Pulsed Spray 250-400 150-280 24-28
* Voltage level for 60 Hz power supply. Add 2-3 volts for 50Hx models.
Specifi cations subject to change without notice. Consult your Praxair representative when ordering.
1-800-225-8247 www.praxairusa.com D63