
Page 222 - Praxair Productivity Catalog
P. 222
Welding Gases
Stargon VS Welding Blend for Carbon Steel
™
High deposition rates and excellent weld quality for carbon steel MIG welding
Praxair’s Stargon VS is a proprietary blend of argon, helium, and carbon dioxide, designed to meet the demands of your
MIG/MAG (GMAW) process with enhanced performance and lower operational costs. Stargon VS gas blend provides
high arc energy which stabilizes the arc and allows maximum wire transfer rates and travel speeds, focused penetration
and excellent bead appearance – good wetting, fl at crown and minimal spatter.
Formulated for Higher Effi ciency and Productivity C-25
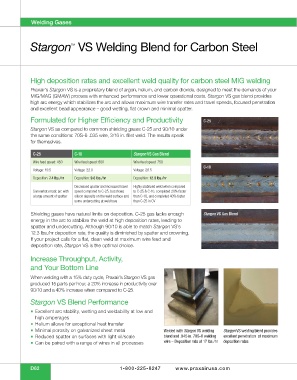
Stargon VS as compared to common shielding gases C-25 and 90/10 under
the same conditions: 70S-6 .035 wire, 3/16 in. fi llet weld. The results speak
for themselves.
C-25 C-10 Stargon VS Gas Blend
Wire feed speed: 450 Wire feed speed: 600 Wire feed speed: 750
C-10
Voltage: 19.5 Voltage: 22.0 Voltage: 26.5
Deposition: 7.4 lbs./hr Deposition: 9.8 lbs./hr Deposition: 12.3 lbs./hr
Decreased spatter and increased travel Highly stabilized weld when compared
Somewhat erratic arc with speed compared to C-25, but shows to C-25 & C-10, completed 20% faster
a large amount of spatter silicon deposits on the weld surface and than C-10, and completed 40% faster
some undercutting at weld toes than C-25 in CV
Shielding gases have natural limits on deposition. C-25 gas lacks enough Stargon VS Gas Blend
energy in the arc to stabilize the weld at high deposition rates, leading to
spatter and undercutting. Although 90/10 is able to match Stargon VS’s
12.3 lbs./hr deposition rate, the quality is diminished by spatter and crowning.
If your project calls for a fl at, clean weld at maximum wire feed and
deposition rate, Stargon VS is the optimal choice.
Increase Throughput, Activity,
and Your Bottom Line
When welding with a 15% duty cycle, Praxair’s Stargon VS gas
produced 15 parts per hour, a 20% increase in productivity over
90/10 and a 40% increase when compared to C-25.
Stargon VS Blend Performance
Excellent arc stability, wetting and weldability at low and
high amperages
Helium allows for exceptional heat transfer
Minimal porosity on galvanized sheet metal Welded with Stargon VS welding Stargon VS welding blend provides
Reduced spatter on surfaces with light oil/scale blend and .045 in. 70S-6 welding excellent penetration at maximum
Can be paired with a range of wires in all processes wire – Deposition rate of 17 lbs./hr deposition rates
D62 1-800-225-8247 www.praxairusa.com